








Wiertarka CNC serii TD-1 do rur kolektora




| Przedmiot | Nazwa | parametr | ||
| TD0308 | TD0309 | TD0608 | ||
| Dokładność wymiarów i obróbki rury kolektorowej. | Materiał nagłówka | SA106-C,12Cr1MoVG,P91,P92 (Maksymalna twardość w miejscu łączenia spoin: 350HB | CS - SA 106 Gr. B(Maksymalna twardość w miejscu zgrzania wynosi 350HB) | |
| Zakres średnicy zewnętrznej nagłówka | φ60-φ350mm | φ100-φ600mm | ||
| Zakres długości nagłówka | 3-8,5 m | 3-7,5 m | ||
| Zakres grubości nagłówka | 3-10 mm | 15-50 mm | ||
| Średnica wiercenia (jednorazowo formujące) | φ10-φ64 mm | ≤φ50 mm | ||
| Średnica przetwarzania zagnieżdżenia (jednorazowo formujące) | φ65-φ150mm | |||
| Prosty odcinek l od zewnętrznej krawędzi otworu do końca | ≥100 mm | |||
| Głowica dzieląca CNC | Ilość | 2 | 1 | |
| Prędkość obrotowa | 0-4obr./min (CNC) | |||
| Pionowy skok | ±100 mm | ±150 mm | ||
| Poziomyudar | 500 mm | |||
| Tryb prędkości podawania pionowego | Przesuwanie się | |||
| Tryb prędkości posuwu poziomego | Przesuwanie się | |||
| Głowica wiertnicza i jej pionowy suwak | Otwór stożkowy wrzeciona wiertarskiego | BT50 | ||
| Obroty wrzeciona | 30~3000 obr./min(Bezstopniowa regulacja) | |||
| Skok Z głowicy wiertniczej | Około 400 mm | Około 500mm | ||
| Skok głowicy wiertniczej w kierunku Y | Około 400 mm | |||
| Maksymalna prędkość ruchu głowicy wiertniczej w kierunku Z | 5000 mm/min | |||
| Maksymalna prędkość ruchu głowicy wiertniczej w kierunku Y | 8000 mm/min | |||
| Tryb jazdy | Silnik serwo + śruba kulowa | |||
| Suwnica | Tryb napędu bramowego | Silnik serwo + przekładnia zębata | ||
| Maksymalny skok osi x | 9m | |||
| Maksymalna prędkość ruchu osi X | 8000 mm/min | 10000 mm/min | ||
| Inny | Liczba systemów CNC | 1 zestaw | ||
| Liczba osi NC | 4 | |||
| Organizacja testująca | 1 zestaw | |||
| Urządzenie dociskowe pomocnicze | 1 zestaw | |||
| Urządzenie wspomagające | 1 zestaw | |||
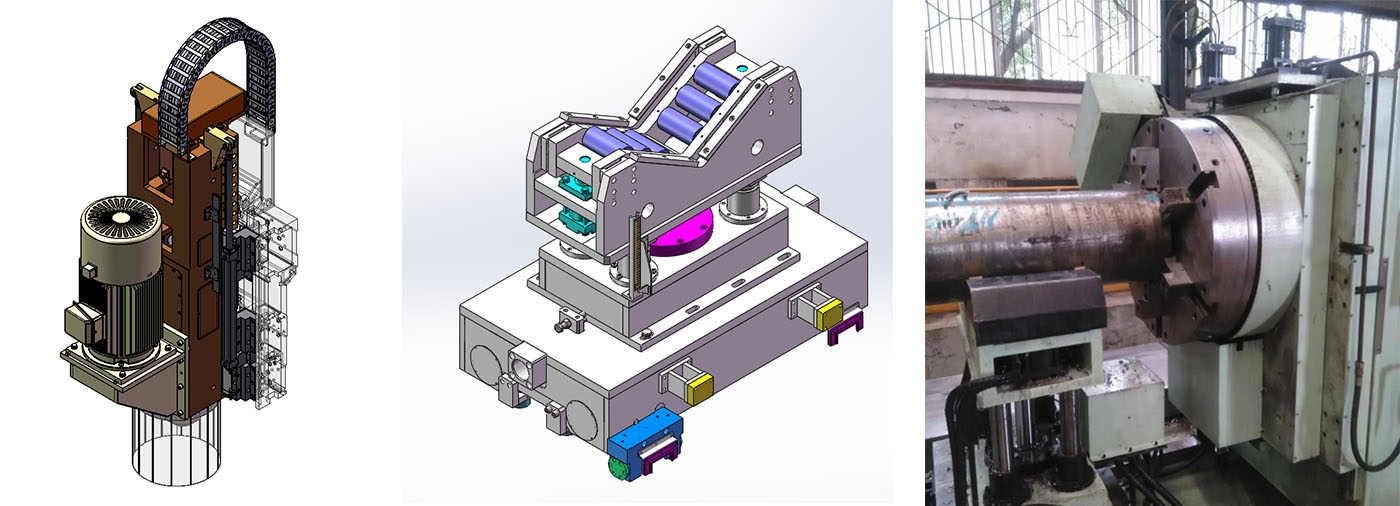
Maszyna składa się z podstawy, bramy, głowicy wiertarskiej, głowicy dzielącej CNC, pomocniczego urządzenia prasującego, urządzenia podtrzymującego, magazynu narzędzi, systemu odprowadzania wiórów i chłodzenia, automatycznego układu smarowania i układu hydraulicznego, układu pneumatycznego i układu elektrycznego.
a. Głowica wiertnicza i suwak pionowy
Głowica wiertarska jest napędzana silnikiem o zmiennej częstotliwości za pomocą paska. Suwak pionowy jest prowadzony przez liniową prowadnicę rolkową, a posuw pionowy jest napędzany serwosilnikiem prądu przemiennego, który napędza parę śrub kulowych. Możliwe są następujące ruchy: szybkie przewijanie do przodu / posuw / zatrzymanie / opóźnienie.


b. Głowica dzieląca CNC
Głowica podziałowa CNC jest zamontowana na jednym końcu podstawy obrabiarki i może poruszać się do przodu i do tyłu, ułatwiając załadunek i rozładunek głowicy. Głowica indeksująca jest wyposażona w dostosowany uchwyt hydrauliczny, który wykorzystuje precyzyjne łożysko obrotowe o wysokiej dokładności przekładni i dużym momencie obrotowym.

c. Usuwanie wiórów i chłodzenie
Rynna pod podstawą jest wyposażona w płaski przenośnik wiórów, który może być automatycznie odprowadzany do pojemnika na odpady na końcu. W zbiorniku chłodziwa przenośnika wiórów znajduje się pompa chłodząca, która może służyć do zewnętrznego chłodzenia narzędzia, zapewniając wydajność wiercenia i żywotność wiertła. Chłodziwo można poddać recyklingowi.

d. Układ smarowania
Obrabiarka wykorzystuje połączenie automatycznego systemu smarowania i smarowania ręcznego w celu smarowania wszystkich części maszyny, co pozwala uniknąć żmudnej obsługi ręcznej i wydłuża żywotność każdej części.
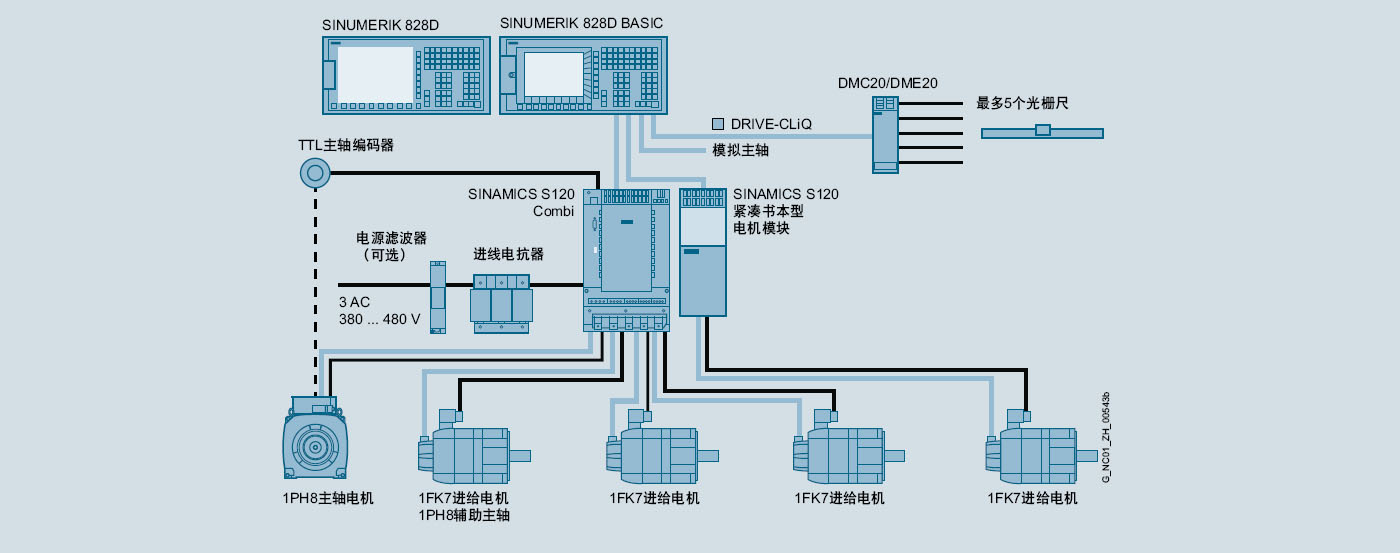
e. Układ sterowania elektrycznego
System CNC wykorzystuje system Siemens SINUMERIK 828d. SINUMERIK 828d to panelowy system CNC. System integruje CNC, PLC, interfejs operacyjny i pętlę sterowania pomiarowego.
| NO. | Nazwa | Marka | Kraj |
| 1 | CNCsystem | Siemens 828D | Niemcy |
| 2 | Silnik serwopodajnika | Siemens | Niemcy |
| 3 | Lszyna prowadząca liniowa | HIWIN/PMI | Tajwan, Chiny |
| 4 | Precyzyjny reduktor osi X | ATLANTA | Niemcy |
| 5 | Para zębatek i zębników osi X | ATLANTA | Niemcy |
| 6 | Wrzeciono precyzyjne | Kenturn/Spintech | Tajwan, Chiny |
| 7 | Silnik wrzeciona | SFC | Chiny |
| 8 | Zawór hydrauliczny | ATOS | Włochy |
| 9 | Pompa olejowa | Justmark | Tajwan, Chiny |
| 10 | Łańcuch ciągnący | CPS | Korea |
| 11 | Automatyczny system smarowania | HERG | Japonia |
| 12 | Przycisk, lampka kontrolna i inne główne elementy elektryczne | Schneider | Francja |
| 13 | Śruba kulowa | I+F/NEFF | Niemcy |
Uwaga: Powyższy dostawca jest naszym standardowym dostawcą. W przypadku jakichkolwiek szczególnych okoliczności, istnieje możliwość wymiany na komponenty innej marki o tej samej jakości.



Krótki profil firmy  Informacje fabryczne
Informacje fabryczne  Roczna zdolność produkcyjna
Roczna zdolność produkcyjna  Zdolność handlowa
Zdolność handlowa 
