





Maszyna do wykrawania i znakowania profili U i płaskowników CNC PUL14




| Pracujący tworzywozakres | 80x43x5~140x60x8mm(Kanał U) |
| 40x3-80x8mm(Płaskownik) | |
| Tworzywotyp | Q235 |
| Siła nominalna przebijania | 950KN |
| Maksymalna średnica wykrawaniar | φ26mm(Okrągłyotwór) |
| φ22x60mm(Owalnyotwór) | |
| Liczba uderzeńpozycje | 3 |
| Oznaczenie siły nominalnej | 630KN |
| Liczbacechowaniegrupy | 4 |
| Liczbacechowaniena grupę | 10 |
| Charakterrozmiar | 14x10x19mm |
| Nominalna siła ścinająca | 750KN(taśma stalowa) |
| 1000KN(Kanał-stal) | |
| Uciąćtryb | Pojedynczycięcie ostrza |
| Maksymalnysurowiecdługośćth | 9m |
| Maksymalnie wykończonetworzywodługość | 3m |
| Dokładność obróbki | Spełnia wymagania GB/T 2694-2010 |
| Tryb chłodzenia | chłodzenie wodne |
| Całkowita moc sprzętu | 33KW |
| Wymiary maszyny | 27x9x2,2m |
| Waga netto | Około 14mnóstwo |
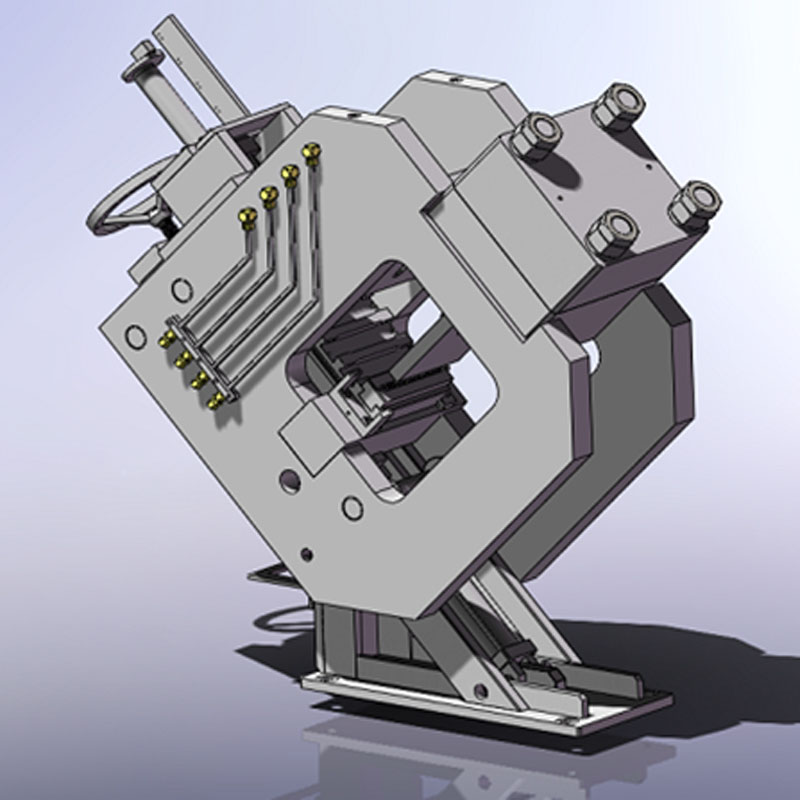
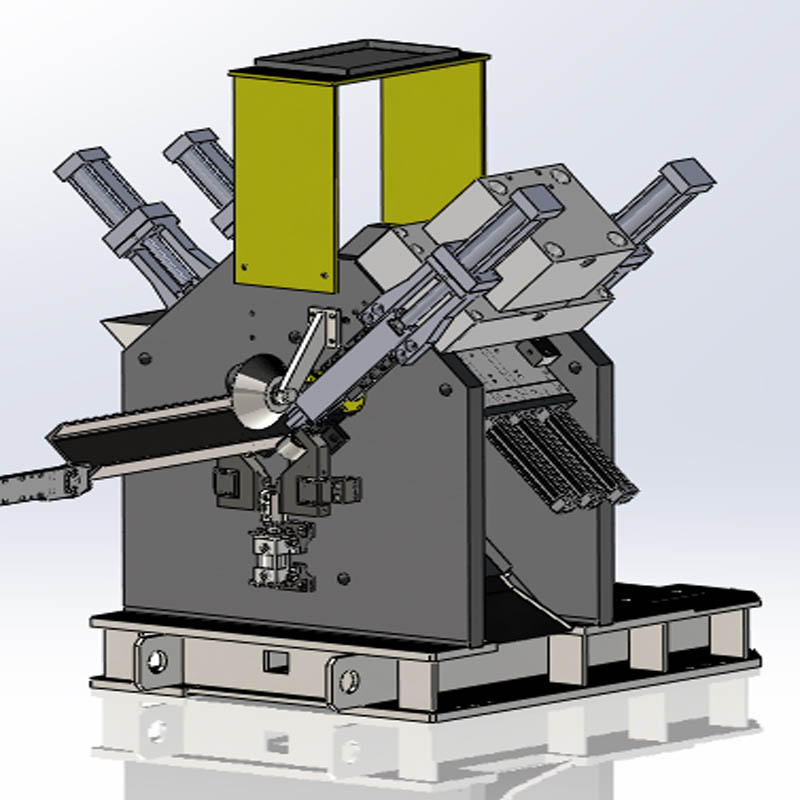
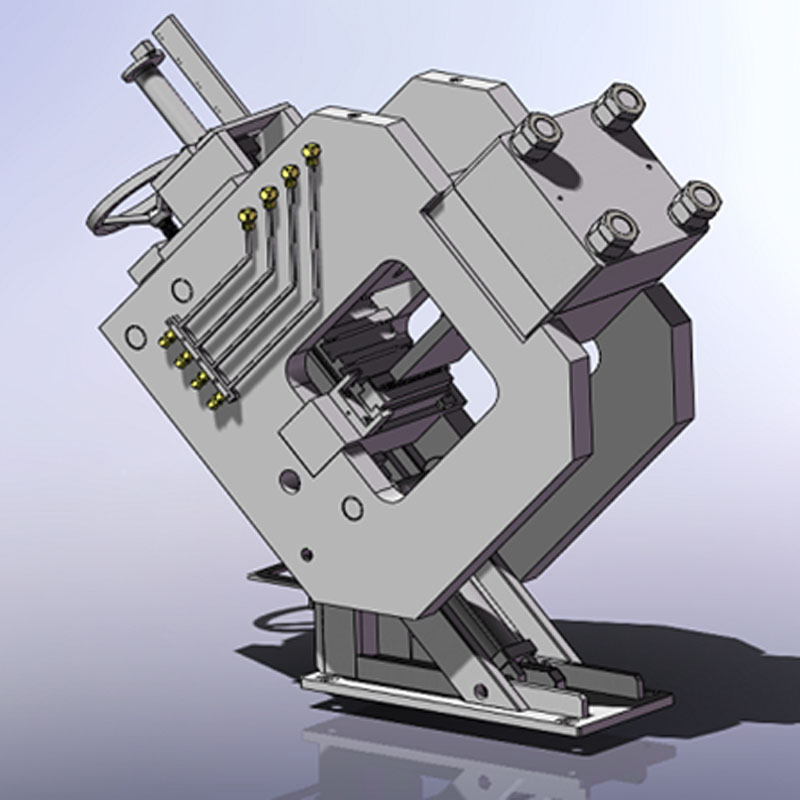
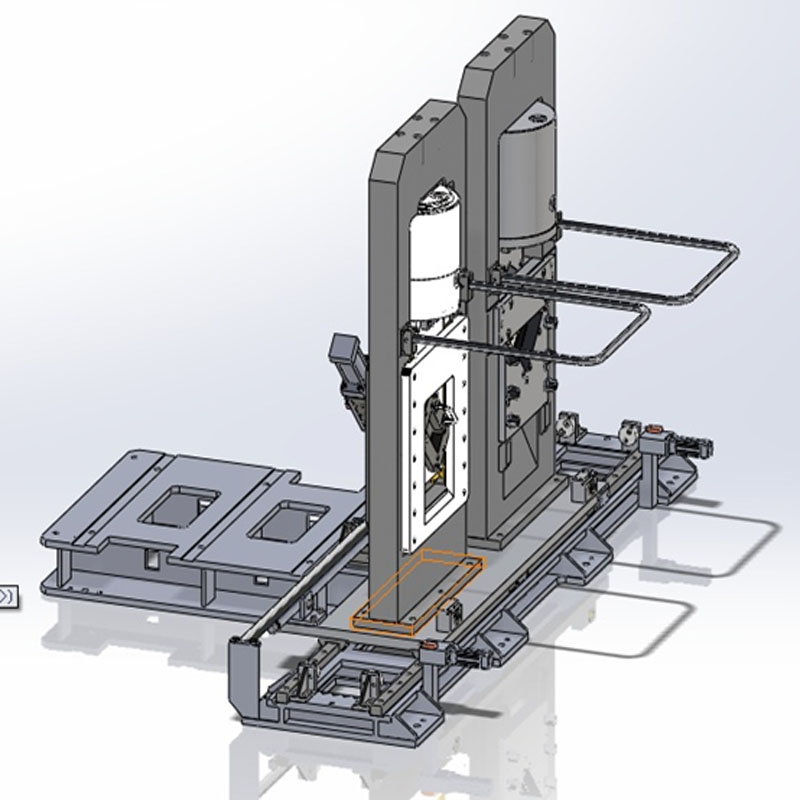
1. Maszyna główna składa się z jednostki znakującej, jednostki dziurkującej i jednostki tnącej
① Jednostka znakująca ma zamkniętą obudowę. Dzięki czterem wymiennym kasetom z znakami, każda kaseta mieści 10 znaków. Materiał stalowy kanałowy można znakować tylko na wstędze.
② Jednostka dziurkująca posiada zamknięty korpus, który może wybić w materiale trzy otwory o różnych średnicach (otwór okrągły i otwór owalny).
③ Zespół tnący składa się z dwóch urządzeń tnących: płaskiego i kanałowego. Zastosowano mechanizm tnący z jednym ostrzem, aby zapewnić precyzyjne cięcie, wygodną regulację szczeliny cięcia i oszczędność materiału.
2. Materiał jest zaciskany za pomocą zacisku pneumatycznego i szybko przesuwany w celu pozycjonowania. Materiał jest napędzany serwosilnikiem i przekładnią zębatą, co zapewnia wysoką dokładność pozycjonowania.
3. Przenośnik poprzeczny składa się z czterech łańcuchów z przesuwanymi klockami i ramą korpusu. Łańcuch napędzany jest silnikiem poprzez reduktor.
4. Przenośnik wyjściowy składa się z przenośnika i cylindra. Po wyjściu gotowego materiału z głównej części maszyny, jest on obracany i wysyłany z linii produkcyjnej.
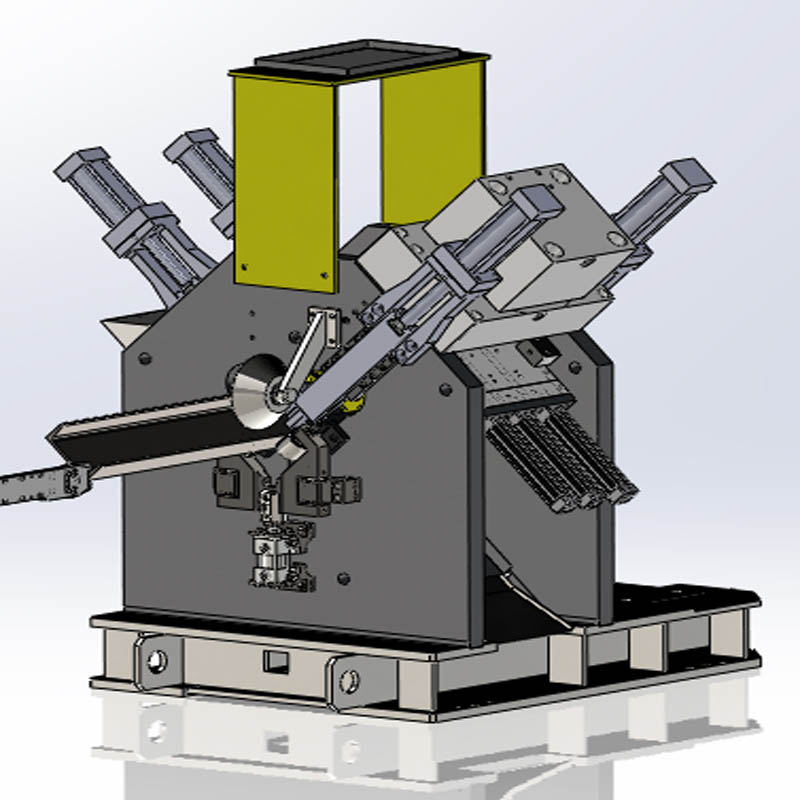
5. Maszyna posiada trzy osie CNC: ruch i pozycjonowanie wózka podającego oraz ruch w górę i w dół oraz pozycjonowanie narzędzi wykrawających.
6. Programowanie komputerowe jest proste i umożliwia wyświetlanie grafiki materiału oraz współrzędnych rozmiaru otworu, co ułatwia inspekcję. Zastosowano zarządzanie komputerem nadrzędnym, co znacznie ułatwia przechowywanie i wywoływanie programu; wyświetlacz graficzny; diagnostykę błędów i zdalną komunikację.
7. Sposób chłodzenia agregatu hydraulicznego: chłodzenie wodne lub powietrzne (opcjonalnie).
| NO | Nazwa | Marka | Kraj |
| 1 | Silnik serwo prądu przemiennego | Delta/Schneider | Tajwan, Chiny / Francja |
| 2 | PLC | Yokogawa/ Schneider | Japonia / Francja |
| 3 | Moduł wejściowy | Yokogawa/ Schneider | Japonia / Francja |
| 4 | moduł wyjściowy | Yokogawa/ Schneider | Japonia / Francja |
| 5 | Moduł pozycjonujący | Yokogawa/ Schneider | Japonia / Francja |
| 6 | Stycznik | Siemens | Niemcy |
| 7 | Przełącznik silnika | Siemens | Niemcy |
| 8 | Łańcuch podtrzymujący | Kabel | Niemcy |
| 9 | Zawór rozładowczy elektromagnetyczny | ATOS | Włochy |
| 10 | Zawór bezpieczeństwa | ATOS | Włochy |
| 11 | Elektrohydrauliczny zawór kierunkowy | JUSTMARK | Tajwan, Chiny |
| 12 | Płyta przeciągająca | AirTAC | Tajwan, Chiny |
| 13 | Zawór powietrza | AirTAC | Tajwan, Chiny |
| 14 | Cylinder | SMC | Japonia |
| 15 | Dupleks | SMC | Japonia |
Uwaga: Powyższy dostawca jest naszym standardowym dostawcą. W przypadku jakichkolwiek szczególnych okoliczności, istnieje możliwość wymiany na komponenty innej marki o tej samej jakości.



Krótki profil firmy  Informacje fabryczne
Informacje fabryczne  Roczna zdolność produkcyjna
Roczna zdolność produkcyjna  Zdolność handlowa
Zdolność handlowa 

