







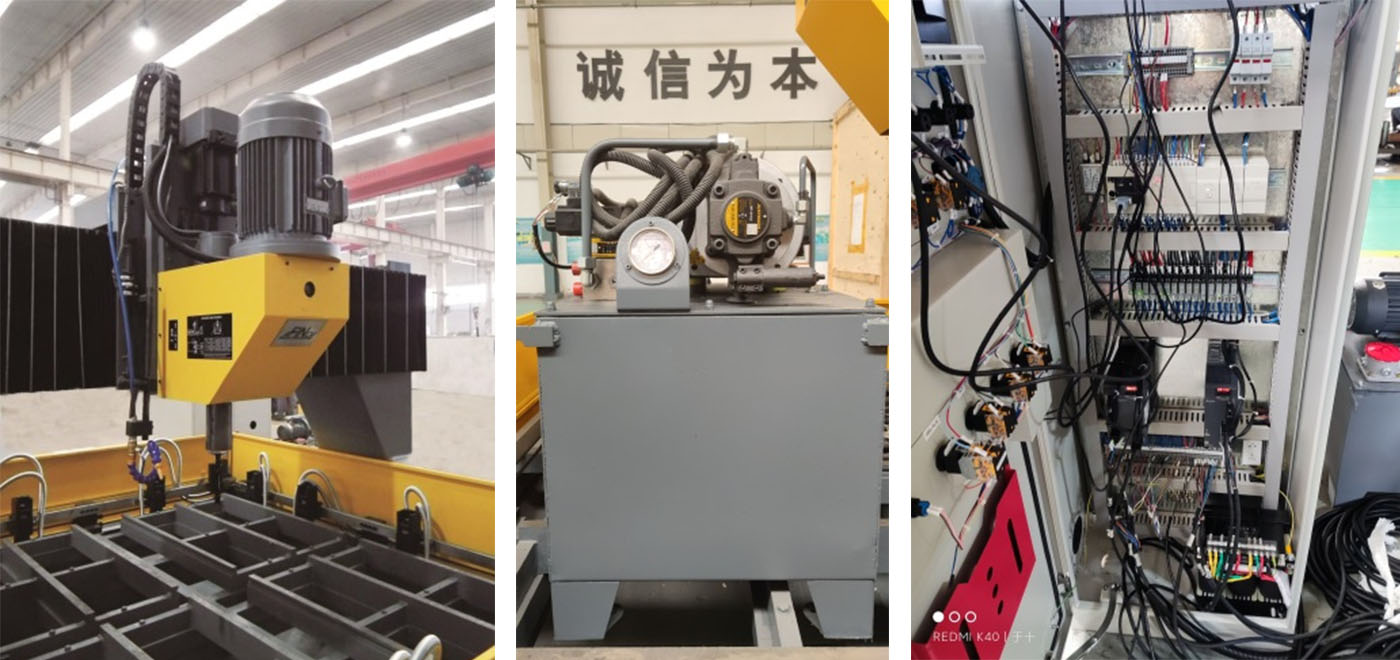
PLD7030-2 Mobilna wiertarka bramowa CNC do płyt




| Maksymalnypłytarozmiar | Długość x szerokość | 7000x3000 mm |
| Tgrudkowatość | 200 mm | |
| Stół roboczy | Rozmiar rowka T | 22 mm |
| Głowica wiertnicza | Ilość | 2 |
| Wiercenieotwórzakres średnic | Φ12-Φ50mm | |
| obr./min(zmienna częstotliwość) | 120-560 obr./min | |
| Stożek Morse'a wrzeciona | Nr 4 | |
| Moc silnika wrzeciona | 2 x 7,5 kW | |
| Ruch wzdłużny suwnicy (oś x) | Skok osi X | 10000 mm |
| Prędkość ruchu w osi X | 0-8 m/min | |
| Moc serwosilnika osi X | 2x2,0 kW | |
| Ruch boczny głowicy napędowej (oś Y) | Przesuń oś Y | 3000 mm |
| Prędkość ruchu w osi Y | 0-8 m/min | |
| Moc silnika serwo osi Y | 2 x 1,5 kW | |
| Ruch posuwu głowicy napędowej (oś Z) | Skok osi Z | 350 mm |
| Prędkość posuwu w osi Z | 0-4000 mm/min | |
| Moc silnika serwo osi Z | 2 x 1,5 kW | |
| Transporter wiórów i chłodzenie | Moc silnika przenośnika wiórów | 0,75 kW |
| Moc silnika pompy chłodzącej | 0,45 kW | |
| Esystem elektryczny | System sterowania | PLC+ górny komputer |
| Liczba osi CNC | 4 |
1. Położenie współrzędnych otworu można ustalić szybko, z prędkością 8 m/min, a czas pomocniczy jest stosunkowo krótki.
2. Maszyna jest wyposażona w głowicę wiertarską z przesuwnym stołem i serwomechanizmem. Silnik wrzeciona głowicy wiertarskiej posiada bezstopniową regulację prędkości obrotowej, a prędkość posuwu jest regulowana bezstopniowo za pomocą serwomechanizmu, co zapewnia wygodę obsługi.
3. Po ustawieniu suwu posuwu wiertła uruchamia się funkcja automatycznego sterowania.
4. Otwór stożkowy wrzeciona ma kształt Morse'a nr 4 i jest wyposażony w tuleję redukcyjną Morse'a nr 4/3, która umożliwia montaż wierteł o różnych średnicach.
5. Zastosowano mobilną konstrukcję bramową, maszyna zajmuje niewielki obszar, a układ konstrukcji jest rozsądny.
6. Ruch bramy w osi X odbywa się za pomocą dwóch par liniowych prowadnic tocznych o dużej nośności, które są elastyczne.
7. Ruch głowicy napędowej w osi Y przesuwnego siedziska odbywa się za pomocą dwóch par liniowych prowadnic tocznych i jest napędzany silnikiem serwo prądu przemiennego oraz precyzyjną śrubą kulową, co gwarantuje wysoką precyzję wiercenia.
9. Maszyna jest wyposażona w urządzenie do ustawiania narzędzia centrującego sprężynę, za pomocą którego można łatwo określić położenie kołnierza.
10. Jest wyposażona w odsysacz wiórów i zbiornik na chłodziwo. Pompa chłodząca rozprowadza chłodziwo w celu poprawy wydajności wiercenia i wydłużenia żywotności wiertła.

11. Program sterujący wykorzystuje sterownik PLC i jest wyposażony w komputer pokładowy, co ułatwia przechowywanie i wprowadzanie programu obróbki blach, a obsługa jest prosta. Platforma programowa to system okienkowy z przyjaznym interfejsem użytkownika, przejrzystym i efektywnym zarządzaniem zasobami oraz rozbudowanymi funkcjami programowania; rozmiar blachy można wprowadzić ręcznie za pomocą klawiatury lub za pomocą interfejsu U-disk.
| NIE. | Nazwa | Marka | Kraj |
| 1 | Lszyna prowadząca liniowa | HIWIN/CSK | Tajwan, Chiny |
| 2 | PLC | Mitsubishi | Japonia |
| 3 | Silnik serwo i sterownik | Mitsubishi | Japonia |
| 4 | Łańcuch ciągnący | JFLO | Chiny |
| 5 | Przycisk, lampka kontrolna | Schneider | Francja |
| 6 | Śruba kulowa | PMI | Tajwan, Chiny |
Uwaga: Powyższy dostawca jest naszym standardowym dostawcą. W przypadku jakichkolwiek szczególnych okoliczności, istnieje możliwość wymiany na komponenty innej marki o tej samej jakości.



Krótki profil firmy  Informacje fabryczne
Informacje fabryczne  Roczna zdolność produkcyjna
Roczna zdolność produkcyjna  Zdolność handlowa
Zdolność handlowa 





