






BL2020C BL1412S CNC maszyna do znakowania i wykrawania kątowników żeliwnych




| NIE. | Przedmiot | Parametr | |
| BL2020C | BL1412S | ||
| 1 | Zakres obróbki stali kątowej | ∠63×3~∠200×20 | ∠40×3 ~ ∠140×12 |
| 2 | Maksymalna średnica dziurkowania | 25,5 mm | |
| 3 | Siła nominalna przebijania | 950 kN | 540 kN |
| 4 | Nominalna siła znakowania | 1030 kN | |
| 5 | Ilość głowic dziurkujących na stronę | 3 | 2 |
| 6 | Maksymalna długość wykroju | 12m | |
| 7 | Liczbacechowaniechodnikowiec | 4 grupy | |
| 8 | Rozmiar znaku | 14*10*19mm | |
| 9 | Metoda odcięcia | Cięcie dwustronne | |
| 10 | Wymiary maszyny | 25,4mx7mx2,2m | 26mx7mx2,2m |
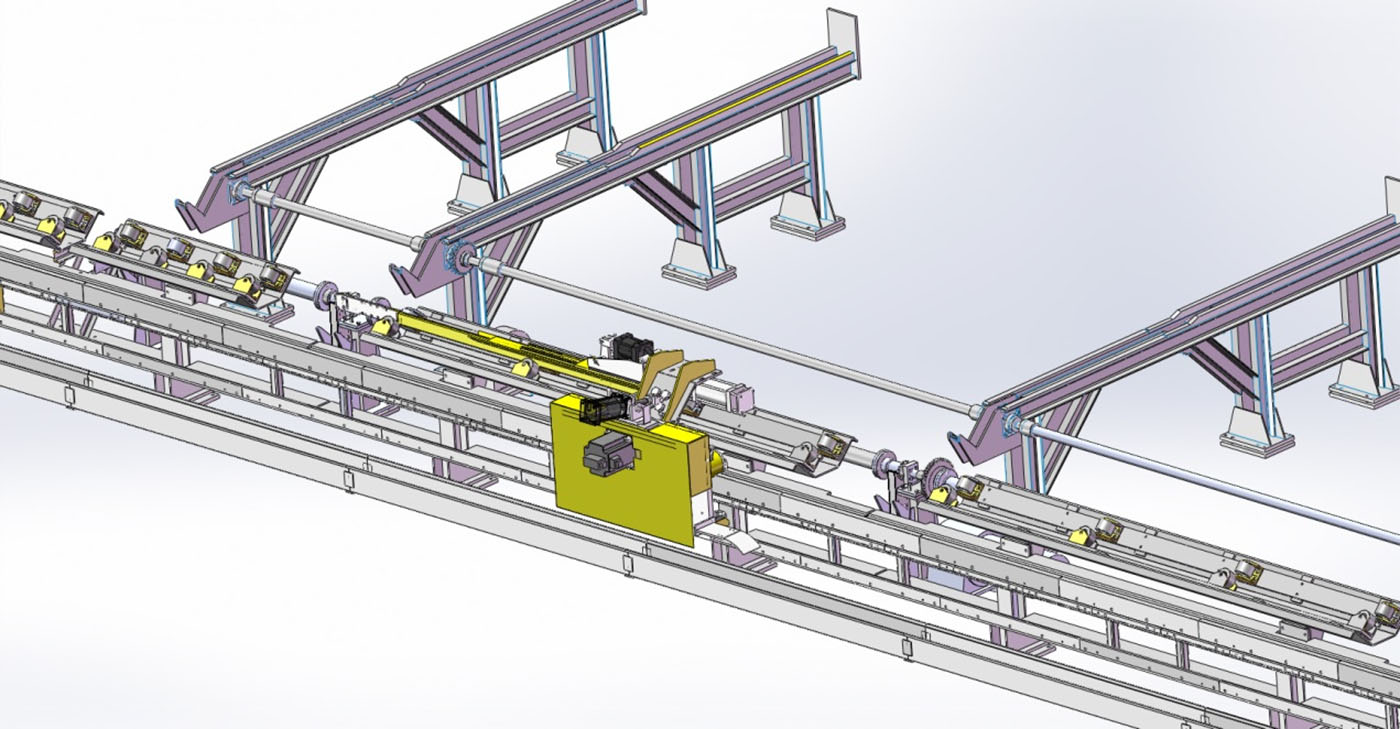
1. Główna konstrukcja składa się z jednostki znakującej, dwóch jednostek dziurkujących i jednostki tnącej.
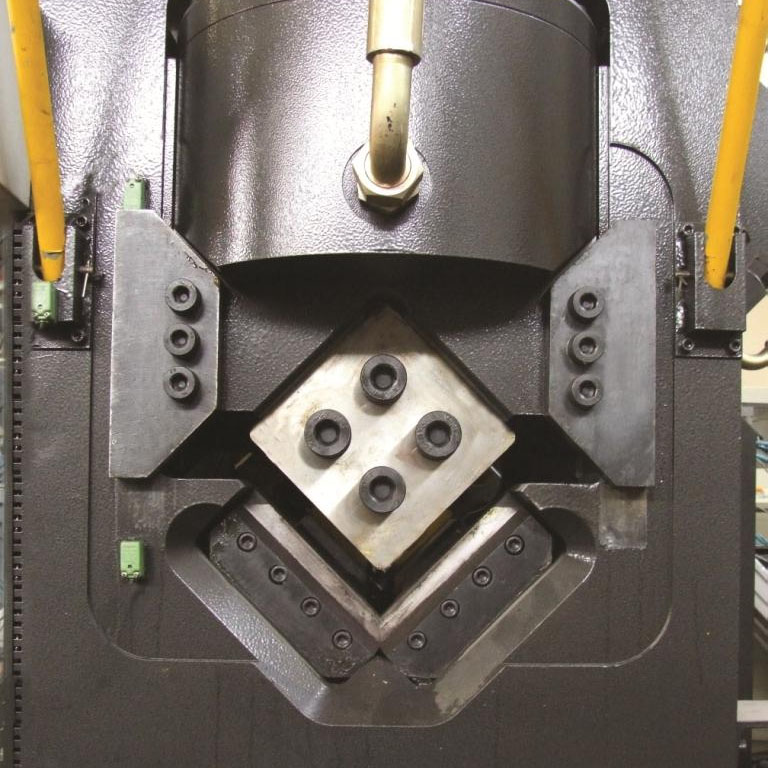
1) Jednostka znakująca ma zamkniętą, bardzo wytrzymałą obudowę. Z czterema wymiennymi polami prefiksowymi, każdePole prefiksu może pomieścić 10 znaków
2) Jednostka dziurkująca ma zamkniętą obudowę, która jest bardzo wytrzymała i może być zainstalowana na zamkniętym łożuPełnowymiarowe podparcie materiału i urządzenie dociskowe zapewniają precyzję odległości. Każda jednostka dziurkująca jest wyposażona wTrzy zestawy matryc do wybijania otworów o trzech różnych średnicach po każdej stronie kątownika.
Przekładnia zmienia quasi-odległość, a quasi-odległość jest regulowana bezstopniowo.
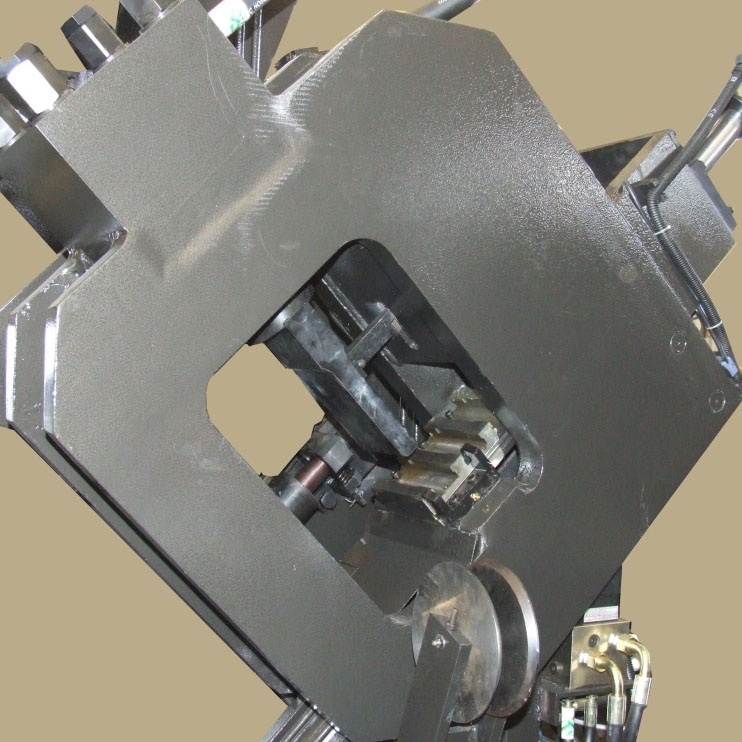
3) Jednostka tnąca ma zamkniętą, bardzo wytrzymałą obudowę. Mechanizm tnący z podwójnym ostrzem zapewnia precyzyjne cięcie.Powierzchnia jest równa, a szczelina ścinająca jest łatwa do regulacji. Mechanizm tnący z pojedynczym ostrzem zapewnia równe cięcie, a szczelina ścinająca jest łatwa do regulacji.
Jednostka znakująca
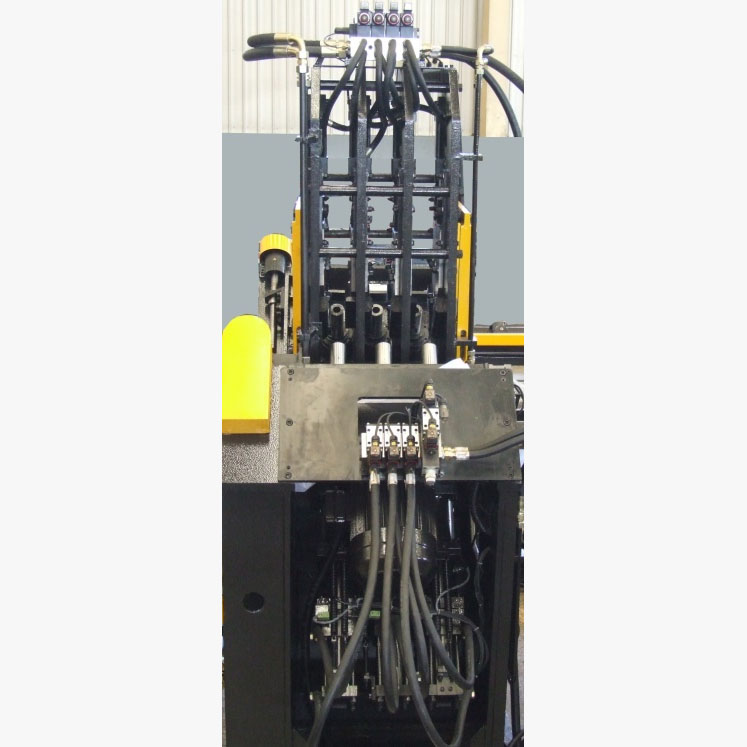
Jednostka dziurkująca
Maszyna do cięcia
2. Kątownik stalowy jest zaciskany za pomocą zacisków pneumatycznych i szybko przesuwany w celu pozycjonowania. Podawanie w osi X odbywa się za pomocą serwosilnika.Przekładnia, sprzężenie zwrotne z enkoderem obrotowym, pełna kontrola pętli zamkniętej, wysoka precyzja.
3. Poprzeczne palenisko przednie składa się z czterech łańcuchów z pokrętłami i korpusu ramy. Łańcuchy są zwalniane przez silnik.napędzany maszynowo.
4. Podajnik obrotowy napędzany jest silnikiem poprzez reduktor i łańcuch, a następnie obraca stal kątową na poziomym przenośniku podającym materiał do przenośnika wzdłużnego.
5. Kanał wylotowy materiału składa się z korpusu kanału i cylindra. Gotowy kątownik jest wyrzucany z linii produkcyjnej poprzez obrót po wyjściu z głównej części maszyny.

6. Maszyna posiada trzy osie CNC: ruch i pozycjonowanie wózka podającego oraz ruch w górę i w dół oraz pozycjonowanie ramy matrycy jednostki wykrawającej.
7. Cylinder pneumatyczny, zawór elektromagnetyczny, zawór hydrauliczny, programowalny sterownik PLC, serwosilnik, sterownik itp. konfigurowane przez maszynę są importowanymi częściami, które są wysokiej jakości i zapewniają wysoką niezawodność i precyzję sprzętu.
8. Programowanie komputerowe jest proste i umożliwia wyświetlanie grafiki materiału oraz współrzędnych rozmiaru otworu, co ułatwia inspekcję. Wykorzystanie nadrzędnego komputera do zarządzania znacznie ułatwia przechowywanie i wywoływanie programów, wyświetlanie grafiki, diagnostykę błędów i zdalną komunikację.

| NO | Nazwa | Marka | Kraj |
| 1 | Silnik serwo prądu przemiennego | Delta | Tajwan, Chiny |
| 2 | PLC | Delta | |
| 3 | Pompa dwułopatkowa | Albert | USA |
| 4 | Zawór rozładowczy elektromagnetyczny | ATOS/Yuken | Włochy / Tajwan, Chiny |
| 5 | Zawór bezpieczeństwa | ATOS/Yuken | |
| 6 | Zawór bezpieczeństwa elektromagnetycznego | ATOS/Yuken | |
| 7 | Elektrohydrauliczny zawór kierunkowy | JUSTMARK | Tajwan, Chiny |
| 8 | Zawór kierunkowy elektromagnetyczny | JUSTMARK | |
| 9 | Zawór zwrotny | JUSTMARK | |
| 10 | Zawór powietrza | AirTAC | |
| 11 | Szyna zbiorcza | AirTAC | |
| 12 | Wartość powietrza | AirTAC | |
| 13 | Cylinder | SMC/PChN | Japonia |
| 14 | Dupleks | SMC/PChN | |
| 15 | Komputer | Lenovo | Chiny |



Krótki profil firmy

Informacje fabryczne

Roczna zdolność produkcyjna

Zdolność handlowa

Kategorie produktów
-
BL1412 CNC maszyna do dziurkowania i cięcia kątowego stali
-

Wykrawanie, cięcie i znakowanie kątowników stalowych CNC ...
-

Maszyna do wykrawania kątów CNC APM1412
-

Maszyna do wykrawania i cięcia stali kątowej CNC APM1010
-

Maszyna do wykrawania i cięcia stali kątowej CNC APM1616
-

Maszyna CNC do cięcia i znakowania profili stalowych